The Stakes of Choosing the Wrong CM
Switching contract manufacturers mid-program is one of the most disruptive and expensive things an electronics company can do. Transferring programs requires re-qualifying processes, re-cutting stencils, retraining operators on your product, and often eating weeks or months of schedule slip. Choosing the right CM the first time is not a procurement exercise — it is a strategic decision that affects product quality, time to market, and supply chain resilience for years.
This guide walks through the key factors to evaluate before awarding a manufacturing program, the questions that reveal more than a factory tour, and the red flags that should make you walk away regardless of price.
Certifications: The Baseline, Not the Bar
Certifications tell you that a CM has invested in building a quality infrastructure. They are a necessary but not sufficient condition for a good manufacturing partner.
ISO 9001
ISO 9001 is a quality management system standard that requires documented processes, management review, corrective action processes, and continuous improvement. It does not dictate how electronics are built — but a CM operating without ISO 9001 likely lacks the process discipline that good electronics manufacturing requires. Treat ISO 9001 as table stakes.
IPC Certifications
As discussed in detail in our post on PCB production standards, IPC-A-610 and J-STD-001 certifications indicate that assembly processes and inspection are conducted against industry-consensus workmanship standards. Ask how many Certified IPC Specialists (CIS) are on staff and when certifications were last renewed.
Industry-Specific Certifications
If your product operates in a regulated space, verify the CM holds the appropriate credentials:
- AS9100 for aerospace and defense.
- IATF 16949 for automotive.
- ISO 13485 for medical devices.
- ITAR registration for defense hardware subject to export controls.
Do not assume these certifications exist — ask for the certificate, check the issuing body's registry, and verify the scope covers the work you need done.
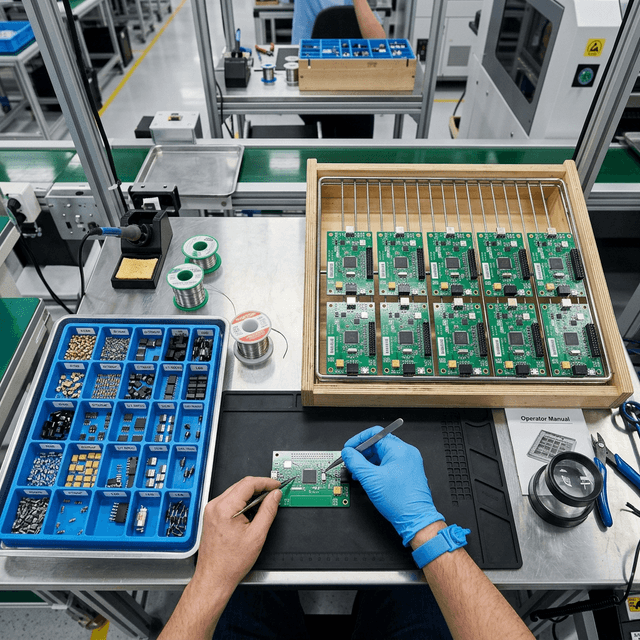
Equipment Capabilities
The right CM for a low-volume prototype run of 0402 components is not necessarily the right CM for a high-volume production run of BGA-heavy telecom boards. Align the CM's equipment capability with your product's requirements.
- Pick-and-place capability: What is the minimum component size the machines can reliably place? Can they handle fine-pitch BGAs, 01005 passives, or large heavy components?
- Reflow and soldering: Nitrogen reflow for oxide-sensitive alloys? Vapor phase for complex or high-thermal-mass assemblies? Selective soldering for mixed-technology boards?
- Inspection: 3D AOI (not just 2D), AXI (automated X-ray inspection) for BGAs, SPI (solder paste inspection) before placement. The presence of SPI indicates a process-oriented CM that catches defects before they are baked in.
- Test capabilities: In-circuit test (ICT) bed-of-nails, flying probe, functional test, burn-in chambers. What is available in-house vs. outsourced?
- Conformal coating and potting: If your product requires environmental protection, confirm this capability exists on-site.
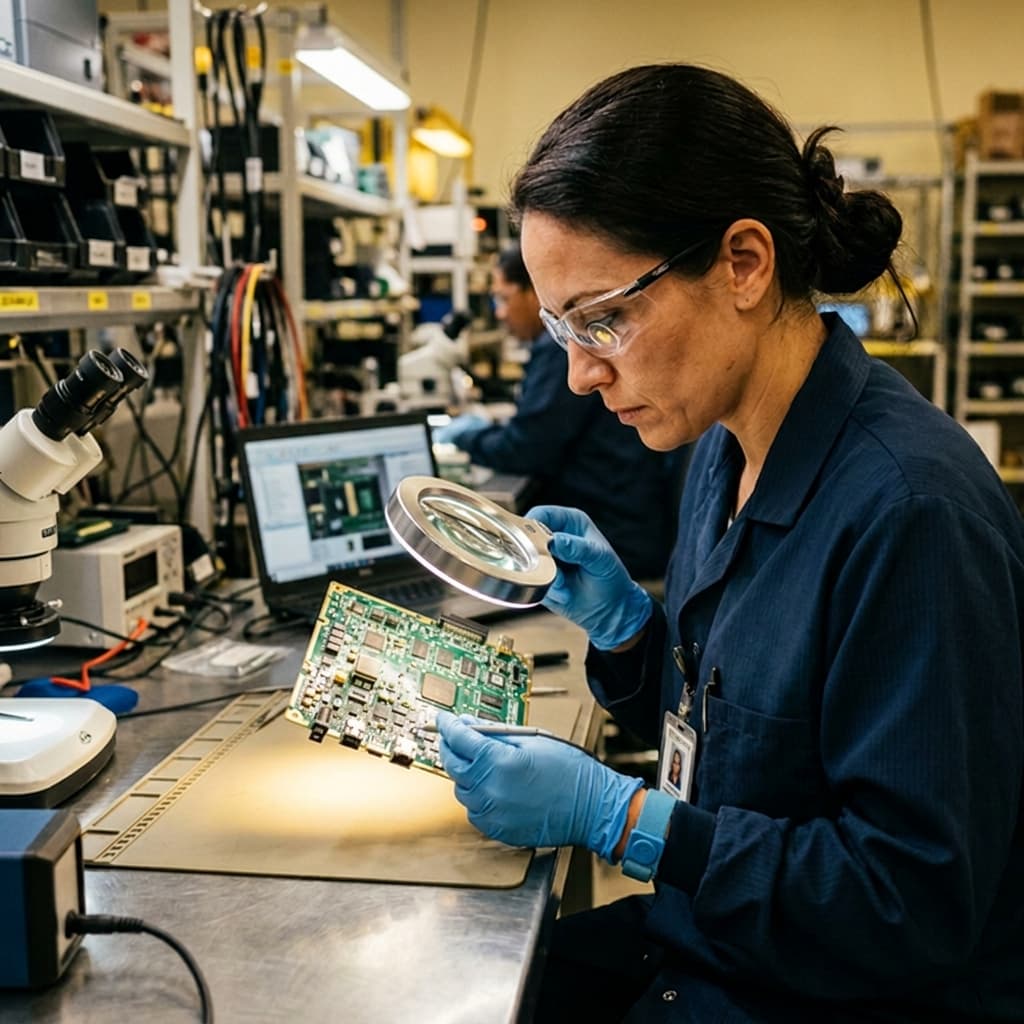
Quality Process: Looking Beyond the Certificate
The QMS certificate tells you processes exist on paper. The floor audit tells you whether they are actually followed. During a factory visit, look for:
- Evidence of ESD protocols in practice — wrist straps at every workstation, floor mats, ionizers, labeled ESD-safe packaging. Not just signs on the wall.
- Component traceability: Can the CM tell you which lot of components is on which serial number board?
- Handling and storage: Are moisture-sensitive devices (MSDs) properly logged and stored? Are bags sealed and date-coded? Improperly stored MSDs cause popcorn cracking and invisible joint damage.
- Rework practices: Is rework documented and tracked? Does rework trigger a re-inspection step? Good CMs treat rework as a defect event requiring root cause analysis, not just a fix-and-forget action.
Communication and Responsiveness
This factor is underweighted in many CM evaluations. A CM who responds to engineering questions within hours, flags BOM issues proactively, and provides transparency on schedule and yield is worth a higher unit price than one who is unresponsive and opaque.
During the quoting process, assess:
- How long does it take to receive a quote after submitting files? Days is normal. Weeks is a warning sign.
- Does the quote include specific questions about your design, or is it a generic price with no evidence they reviewed the BOM?
- Who is your point of contact? A dedicated account manager or program manager is a sign of a professionally organized operation.
- Do they provide DFM feedback on submitted designs? A CM willing to call out issues before they produce tooling and stencils is a partner, not just a vendor.
Domestic vs. Offshore: The Real Tradeoffs
Offshore assembly — primarily in Southeast Asia and China — offers lower direct labor costs. Domestic assembly in the US, Canada, or Europe carries higher labor rates but different advantages that often outweigh the cost gap depending on program requirements.
Consider domestic assembly when:
- Your program requires ITAR compliance or export-controlled hardware where foreign manufacturing is restricted or complicated.
- Quick-turn prototypes and design iterations are frequent — shipping time across the Pacific adds weeks per iteration.
- Supply chain resilience is a priority — a geopolitically stable domestic supply chain is more predictable.
- IP sensitivity is high — enforcing IP protections in offshore jurisdictions is more complex.
- You require on-site audits or floor visits without international travel.
Consider offshore assembly when:
- Volume is high and design is frozen — labor cost differences become significant at tens of thousands of units.
- The product is not subject to export controls and supply chain sensitivity is low.
- The CM has an established, audited program with a local quality representative.
Red Flags to Watch For
- Inability to provide references from current customers willing to speak with you.
- Resistance to floor audits or customer visits.
- No DFM feedback on submitted designs — indicates the CM will build what you give them without flagging problems.
- Outsourcing core processes (bare board fabrication, conformal coating, test) without disclosure.
- Expired or unrenewable certifications.
- Inconsistent communication or long delays in quoting responses.
- Pricing that is dramatically lower than competitive quotes — often a sign of cost-cutting on components, inspection, or labor that will show up as yield problems.
Questions to Ask Every CM You Evaluate
- What IPC class do you build to by default, and what triggers a Class 3 program?
- How do you source components, and what is your counterfeit mitigation policy?
- What is your typical first-pass yield for similar programs?
- How do you handle BOM shortages or end-of-life components?
- What does your incoming inspection process look like for customer-supplied parts?
- Can you provide traceability to component lot and date code for shipped assemblies?
- What is your rework and repair process, and how is it documented?
The answers to these questions — and as much as the answers themselves, the fluency and confidence with which they are given — will tell you whether you are talking to a professional manufacturing partner or a job shop that will give you problems the moment your design gets difficult.
EMS Technologies
Electronic Manufacturing Insights